-
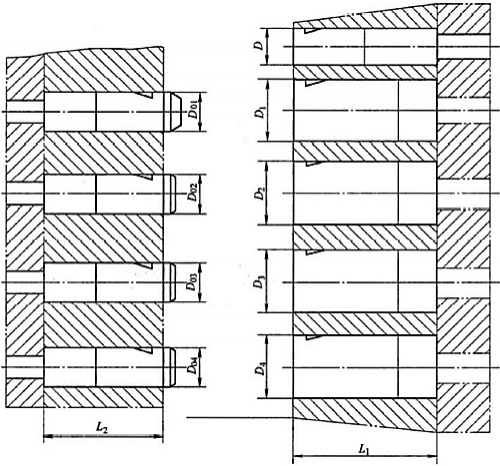
й“Ҷй’үй—ҙзҡ„и·қзҰ»

еҗҚз§°
дҪҚзҪ®дёҺж–№еҗ‘
жңҖеӨ§е…Ғи®ёи·қзҰ»пјҲеҸ–дёӨиҖ…д№Ӣе°ҸеҖјпјү
жңҖе°Ҹе…Ғи®ёи·қзҰ»
й—ҙи·қ t
еӨ–жҺ’
8d0жҲ–12Оҙ
й’ү并еҲ—
3 d0
дёӯй—ҙжҺ’
жһ„件еҸ—еҺӢ
жһ„件еҸ—жӢү
12 d0жҲ–18Оҙ
16 d0жҲ–24Оҙ
й’үй”ҷеҲ—
иҫ№и·қ
е№іиЎҢдәҺиҪҪиҚ·зҡ„ж–№еҗ‘ e1
4 d0жҲ–8Оҙ
2 d0
еһӮзӣҙдәҺиҪҪиҚ·зҡ„ж–№еҗ‘ e2
еҲҮеүІиҫ№
1.5 d0
иҪ§еҲ¶иҫ№
1.2 d0
жіЁпјҡиЎЁдёӯd0дёәй“Ҷй’үеӯ”зҡ„зӣҙеҫ„пјҢОҙдёәиҫғи–„жқҝ件зҡ„еҺҡеәҰгҖӮ
-
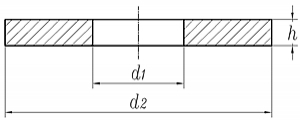
й“Ҷй’үз”ЁйҖҡеӯ”еҫ„d0пјҲGB/T 152.1-1988пјү
d
0.6
0.7
0.8
1
1.2
1.4
1.6
2
2.5
3
3.5
4
5
d0 зІҫиЈ…й…Қ
0.7
0.8
0.9
1.1
1.3
1.5
1.7
2.1
2.6
3.1
3.6
4.1
5.2
d
6
8
10
12
14
16
18
20
22
24
27
30
36
d0
зІҫиЈ…й…Қ
6.2
8.2
10.3
12.4
14.5
16.5
/
/
/
/
/
/
/
зІ—иЈ…й…Қ
/
/
11
13
15
17
19
21.5
23.5
25.5
28.5
32
38
1. й’үеӯ”е°ҪйҮҸйҮҮз”Ёй’»еӯ”пјҢе°Өе…¶жҳҜеҸ—еҸҳиҪҪиҚ·зҡ„й“ҶзјқгҖӮд№ҹеҸҜд»Ҙе…ҲеҶІпјҲз•ҷ3~5mmдҪҷйҮҸпјүеҗҺй’»пјҢж—ўз»ҸжөҺеҸҲиғҪдҝқиҜҒеӯ”зҡ„иҙЁйҮҸгҖӮеҶІеӯ”зҡ„еӯ”еЈҒжңүеҶІеүӘзҡ„з—•иҝ№еҸҠзЎ¬еҢ–иЈӮзә№пјҢж•…еҸӘз”ЁдәҺдёҚйҮҚиҰҒзҡ„й“ҶжҺҘдёӯгҖӮ
2. й“Ҷй’үзӣҙеҫ„dе°ҸдәҺ8mmж—¶дёҖиҲ¬еҸӘиҝӣиЎҢзІҫиЈ…й…ҚгҖӮ
жӣҙеӨҡзӣёе…іж•°жҚ®