-
5. 技术要求
产品应按经规定程序批准的产品图样及技术文件制造。5.1 材料5.1.1 弹簧一般采用下表规定的材料,若需要其他材料时,由供需双方商定。
序号 标准号 标准名称 1 GB/T 4357-1989 碳素弹簧钢丝 2 GB/T 21652 铜及铜合金线材 3 GB/T 18983 油淬火 - 回火弹簧钢丝 4 YB(T) 11 弹簧用不锈钢丝 5 YB/T 5311 重要用途碳素弹簧钢丝 6 YS/T 571 铍青铜线 5.1.2 弹簧材料的质量应符合相应材料标准的有关规定,必须备有材料制造商的质量证明书,并经复验合格后方可使用。
5.2 极限偏差等级弹簧尺寸与特性的极限偏差分为 1、2、3 三个等级。各项目等级应根据使用需要,分别独立选定。5.3 尺寸参数及极限偏差5.3.1 内径或外径
弹簧内径或外径的极限偏差按表 3 的规定。
表 3 (单位:毫米)
旋绕比 C(C=D/d) 精度等级 1 2 3 4~8 ±0.010 D,最小 ±0.15 ±0.015 D,最小 ±0.2 ±0.025 D,最小 ±0.4 >8~15 ±0.015 D,最小 ±0.2 ±0.020 D,最小 ±0.3 ±0.030 D,最小 ±0.5 >15~22 ±0.020 D,最小 ±0.3 ±0.030 D,最小 ±0.5 ±0.040 D,最小 ±0.7 5.3.2 自由角度
弹簧有特性要求时自由角度作参考,无特性要求的弹簧,自由角度的极限偏差按表 4 规定。
表 4(单位:度)
有效圈数 n 精度等级 1 2 3 ≤ 3 ±8 ±10 ±15 >3~10 ±10 ±15 ±20 >10~20 ±15 ±20 ±30 >20~30 ±20 ±30 ±40 注:表中所列极限偏差数值,适用于旋转比 4 ~ 22 的弹簧。 5.3.3 自由长度有间距弹簧的自由长度 H₀ 的极限偏差按表 5 的规定,五间距弹簧的自由长度仅作参考。
表 5 (单位:毫米)
旋绕比 C(C=D/d) 精度等级 1 2 3 4~8 ±0.015 H₀,最小 ±0.3 ±0.030 H₀,最小 ±0.6 ±0.050 H₀,最小 ±1.0 >8~15 ±0.020 H₀,最小 ±0.4 ±0.040 H₀,最小 ±0.8 ±0.070 H₀,最小 ±1.4 >15~22 ±0.030 H₀,最小 ±0.6 ±0.060 H₀,最小 ±1.2 ±0.090 H₀,最小 ±1.8 5.3.4 扭臂长度弹簧扭臂长度的测量部位按图 1 所示,其极限偏差按表 6 规定。
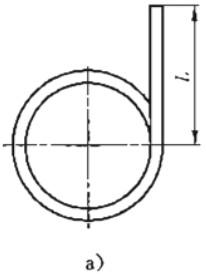
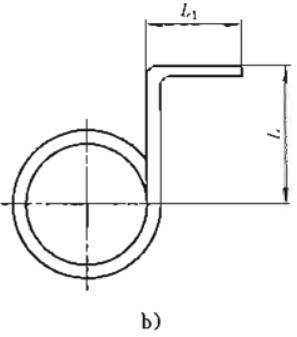
图 1 扭臂长度 L、L₁
表 6 (单位:毫米)
材料直径 d 精度等级 1 2 3 0.5~1 ±0.02 L(L₁),最小 ±0.5 ±0.03 L(L₁),最小 ±0.7 ±0.04 L(L₁),最小 ±1.5 >1~2 ±0.02 L(L₁),最小 ±0.7 ±0.03 L(L₁),最小 ±1.0 ±0.04 L(L₁),最小 ±2.0 >2~4 ±0.02 L(L₁),最小 ±1.0 ±0.03 L(L₁),最小 ±1.5 ±0.04 L(L₁),最小 ±3.0 >4 ±0.02 L(L₁),最小 ±1.5 ±0.03 L(L₁),最小 ±2.0 ±0.04 L(L₁),最小 ±4.0 5.3.5 扭臂弯曲角度5.3.5.1 扭臂弯曲角度 ɑ 如图 2 所示,其极限偏差按表 7 规定。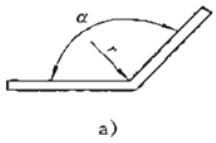
 注:扭臂弯曲角度半径 r 如图 2 所示,不小于钢丝直径 d。图 2 弯曲半径及弯曲角度表 7(单位:度)
注:扭臂弯曲角度半径 r 如图 2 所示,不小于钢丝直径 d。图 2 弯曲半径及弯曲角度表 7(单位:度)等 级 1 2 3 ɑ 的极限偏差 ±5 ±10 ±15 5.4 弹簧特性及极限偏差5.4.1 弹簧特性一般不做规定,需要时由需方在图样中确定。
5.4.2 弹簧特性由规定时,在指定扭转角时的扭矩极限偏差按式( 1 )计算:
扭矩的极限偏差 = ±(计算扭转角 × ß₁ + ß₂)× T' ………………………………( 1 )
式中:
T' —— 弹簧扭转刚度,单位为 牛毫米每度 [ N * mm/( ° ) ];
ß₁ 、ß₂ —— 按表 8 和表 9 的规定。
表 8
等 级 1 2 3 ß₁ 0.03 0.05 0.08 表 9
圈数 ≥ 3~10 ≥ 10~20 ≥ 20~30 ß₂ 10 15 20 5.5 热处理弹簧在成形后需经去应力退火处理,用铍青铜线成形的弹簧需进行时效处理,其强度不与考核。5.6 表面质量弹簧的表面不得由肉眼可见的有害缺陷。5.7 表面处理弹簧表面处理应在产品图样中注明,其处理的介质、方法应符合相应的环境保护法规,但弹簧应尽量避免采用可能导致氢脆的表面处理方法。5.8 其他有特殊技术要求时,由供需双方商定。
更多相关数据

注:数据仅供参考!