-
2.1 材料:C67S、C75S、70(GB/T 1222)、65Mn(GB/T1222、GB/T 4357)、60Si2MnA(GB/T1222、GB/T 4357)。
2.2 热处理硬度
公称规格
维氏硬度HV
洛氏硬度HRC
d1≤48mm
470~580
47~54
48mm<d1≤200mm
435~530
44~51
200mm<d1≤300mm
390~470
40~47
热处理硬度仅供生产工艺参考,不作为验收依据。
3. 性能
圆 锥 变 形
公称规格
d1试验力F(1±5%)
N
h-s
max
标准型(A型)
重型(B型)
d1≤22mm
30
60
b × 0.03
22mm<d1≤38mm
40
80
38mm<d1≤82mm
60
120
82mm<d1≤150mm
80
160
b × 0.02
150mm<d1≤300mm
150
300
h 一一 测试圆锥变形装置两板间的距离;
s 一一 挡圈实际厚度;
b一一 挡圈开口对面的径向宽度。
缝规间隐
公称规格d1
缝规间隙c
d1≤100mm
1.5×s
100mm<d1≤300mm
1.8×s
3.4 弹性
3.4.1 孔用挡圈应进行弹性试验,试验后,将挡圈安装到最大直径d2 max的沟槽内,应在自重下保持不松动。
3.4.2 轴用挡圈应进行弹性试验,试验后,将挡圈安装到最小直径d2 min的沟槽内,应在自重下保持不松动。
3.4.3 开口挡圈应进行弹性试验,试验后,挡圈内径(d)应不大于沟槽直径(d2)的基本尺寸。
3.4 开口挡圈韧性
开口挡圈应进行韧性试验。试验后,挡圈不应断裂。
4. 表面处理
挡圈表面处理由制造者确定,并应符合以下规定。
表面处理
表面处理
防腐性能
磷化技术要求按GB/T 11376规定
8h无锈蚀,试验方法按GB/T 10125规定
氧化
供需协议
其他
供需协议
当采用上述以外的表面处理时,涂镀后挡圈厚度可能超过标准上限要求,因此,当计算沟槽尺寸时,应考虑这些因素。
5. 试验方法
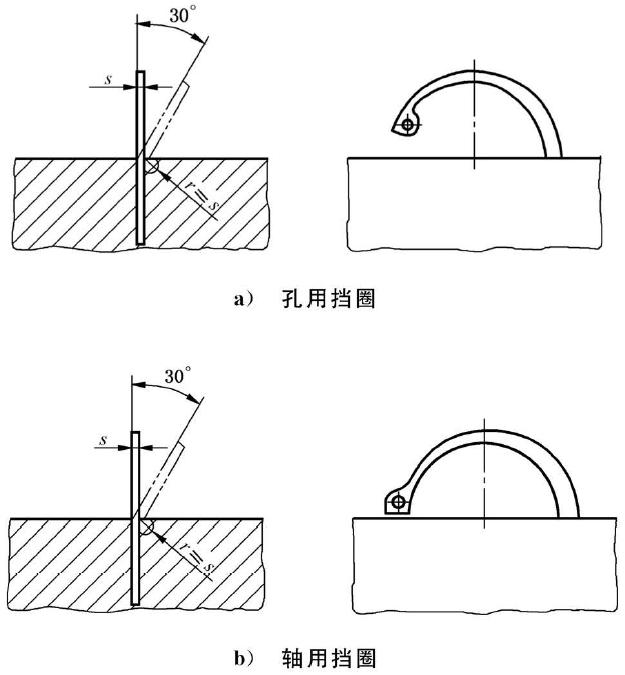
5.1 孔用、轴用挡圈折弯试验
将挡圈的一半夹在两个钳口中,钳口的圆角半径应与挡圈厚度相同(r=s,见图)。然后反复轻捶打或者使用杠杆将挡圈弯曲至30°。
5.2 孔用、轴用挡圈变形试验
将挡圈放在两个平行板之间,并按下图加载达到F力时,测量h尺寸,计算(h-s)值。

5.3 孔用、轴用挡圈缝规试验
将挡圈放入缝规,见图。
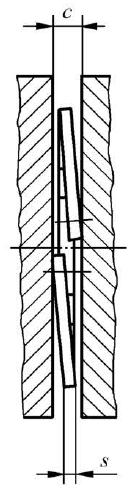
说明:
c——缝规间隙;
s——挡圈厚度。
5.4 弹性试验
5.4.1 孔用挡圈
应使用符合JB/T 3411.48规定的安装钳将挡圈压缩到0.99×d1三次,或将挡圈穿过一个直径为0.99×d1的锥套(见下图)三次后,再安装到最大直径d2 max的沟槽内。

5.4.2 轴用挡圈
应使用符合JB/T 3411.47规定的安装钳将挡圈扩张到1.01×d1三次,或将挡圈穿过一个直径为1.01×d1 的锥棒(见下图)三次后,再安装到最小直径的d2 min的沟槽内。

5.4.3 开口挡圈
将开口挡圈装入试验轴上,然后拆下测量内径(d)尺寸。试验轴的直径应等于沟槽直径(d2)的基本尺寸。
5.5 开口挡圈韧性试验
将开口挡圈装在试验轴上,保持48h,目测检查。试验轴的直径应等于沟槽基本尺寸(d2)的1.1倍。
5.6 表面处理试验
磷化防腐性能应按GB/T 10125规定的中性盐雾试验进行试验。
6 表面缺陷
6.1 挡圈表面不允许有裂纹。
6.2 挡圈不允许有影响使用的毛刺。
7 验收检查
挡圈尺寸、性能特性及合格质量水平(AQL)按下表规定,其余验收检查按GB/T90.l规定。
尺寸特性
序号
尺寸特性
合格质量水平AQL
1
挡圈厚度s
1
2
d3孔用、轴用挡圈的外径/内径
1
3
D开口挡圈公称直径
1
4
B开口挡圈开口宽度
1
5
其他
1.5
6
不合格紧固件*
2.5
* 不合格紧固件——有一个或多个缺陷的紧固件。
性能特性
序号
性能特性
合格质量水平AQL
1
孔用、轴用挡圈:折弯试验
1
2
孔用、轴用挡圈:圆锥变形试验
1
3
孔用、轴用挡圈:缝规试验
1
4
孔用、轴用挡圈:弹性
1
5
孔用、轴用挡圈:弹性试验
1
6
孔用、轴用挡圈:韧性试验
1
7
表面处理
1.5
8
其他*
1.5
* 供需协议的其他性能特性。
8 验收检查
标志与包装按GB/T 90.2规定。
更多相关数据
