机械螺钉和自攻螺钉的通用要求 ASME B 18.6.3 (DATA-G) - 2013
-
1. 螺纹
机械螺钉螺纹除了0000#、000#和00#三个规格按本标准附录中规定之外(见下表),0#~3/4in规格的螺纹应符合ASME B1.1规定的统一螺纹,2A级,由生产者选择。
螺纹规格(in)
牙数
型号
外螺纹(in)
内螺纹(in)
级别
公差
大径
中径
小径
级别
小径
中径
大径
最大值
最小值
最大值
最小值
公差
最小值
最小值
最大值
最小值
最大值
公差
最小值
0000#
0.0210
160
NS
2
0.0000
0.0210
0.0195
0.0169
0.0158
0.0011
0.0128
2
—
—
0.0169
0.0181
0.0012
0.0210
000#
0.0340
120
NS
2
0.0000
0.0340
0.0325
0.0286
0.0272
0.0014
0.0232
2
—
—
0.0286
0.0300
0.0014
0.0340
00#
0.0470
90
NS
2
0.0000
0.0470
0.0450
0.0398
0.0382
0.0016
0.0326
2
—
—
0.0398
0.0414
0.0016
0.0470
00#
0.0470
96
NS
2
0.0000
0.0470
0.0450
0.0402
0.0386
0.0016
0.0334
2
—
—
0.0402
0.0418
0.0016
0.0470
注:若以小数规定螺纹规格,应略去小数点前面的零和第四位小数零。
对于有涂、镀层附加表面的螺纹,允许超过2A级一个偏差值。即2A级适用于无镀层或无涂层螺纹,或适用于镀前,涂前的零件。而镀后或涂后的零件用3A级通规检验。镀后的螺纹最小大径可接近,但不能小于2A级最小极限。
螺纹检查验收按ASME B1.3标准中“21”体系的要求。
-
2. 螺纹长度
机械螺钉螺纹长度应符合以下要求(螺纹长度应平行于螺钉轴线测量,螺纹长度是从螺钉头部支承面到用手将无沉孔或无内倒角的3A级通端螺纹环规拧入后的端面之间的距离):
螺纹规格
公称长度 L
全螺纹
头下螺纹肩距
最小螺纹长度
≤5#
L≤ 3倍公称直径
是
≤ 1倍螺距
/
3倍公称直径<L≤1.125 in
/
≤ 2倍螺距
1 in
≥6#
L≤ 3倍公称直径
是
≤ 1倍螺距
/
3倍公称直径<L≤2 in
/
≤ 2倍螺距
1.5 in
-
3. 测量长度
螺钉公称长度应平行于螺钉轴线测量。对于支承面为平面的螺钉,应从杆部末端测量到支承面。对于沉头螺钉则从杆部末端测量到头部顶面与头部直径相交处。对于半沉头螺钉,其总长度应平行于螺钉轴线测量,从杆部末端测量到头部顶面,其总长度L0计算公式为:L0=L(公称长度)+C(半沉头圆弧高度) -
4. 长度公差
下面介绍的长度公差适用于半沉头螺钉总长度L0 和其他头型螺钉的公称长度L。
长度L0 / L(in)
螺钉公称直径(in)
0000#~00#
0#~12#
1/4~3/4
L≤1/2
-0.01
-0.02
-0.03
1/2<L≤1
-0.02
-0.03
-0.03
1<L≤2
—
-0.06
-0.06
L>2
—
-0.09
-0.09
备注:机械螺钉可制作成任意长度,但通常当长度不超过5/8in时,其长度增量为1/16in;当长度在5/8in和11/2 in之间时,其长度增量为1/8 in;当长度大于11/2 in时,其长度增量为1/4 in。
-
5. 杆部直径
机械螺钉杆部直径与精整头杆部直径不同,应不小于2A级螺纹最小中径,且不大于公称(基本)螺纹大径。
非全螺纹的精整头(trim heads)机械螺钉头下应有长度至少有0.062in的无螺纹轴肩,其轴肩直径详见相应的尺寸表。
-
6. 末端
若无其他规定,机械螺钉末端应是切断末端(plain sheared ends)。当买方要求末端倒角时,末端倒角后直径应略小于螺纹小径最小值,且倒角长度应在1倍到2倍螺距之间。
-
7. 直线度
机械螺钉直线度检验应符合ASME B18.2.9标准的规定。当公称长度L≤12in时,直线度公差为0.006in/in;当公称长度12in<L≤24in时,直线度公差为0.008in/in。 -
8. 材料
8.1 不淬硬碳钢:若无其他规定,机械螺钉应采用无热处理碳钢制造,例如AISI 1006至AISI 1022,硬度范围:69~100HRB。
8.2 淬硬碳钢:淬硬机械螺钉应由低碳钢或中碳钢制造,例如AISI 1018至AISI 1038,含硼或不含硼,硬度范围:25~38HRC。
8.3 不锈钢:不锈钢机械螺钉应按照ASTM F837标准的规定。
8.4 有色金属:有色金属机械螺钉应按照ASTM F468标准的规定。
-
9. 表面处理
若无其他规定,机械螺钉应不进行表面处理(或称为本色),不镀或不涂。若表面需要电镀保护时,应符合ASTM F1941标准。若需要其他表面保护方式,则应由供需双方协商确定。 -
10. 加工质量
机械螺钉应无飞边、裂纹、条痕、氧化皮及其他影响使用性能的缺陷。
-
11. 标记
机械螺钉应按以下顺序进行标记:
(1) 产品名称,包括头型、板拧方式以及标准编号;
(2) 公称尺寸(号码、分数或等值小数);
(3) 每英寸牙数;
(4) 公称长度(分数或等值小数);
(5) 末端型式(如需要);
(6) 材料;
(7) 表面处理(如需要)。示例:
(1)开槽盘头机械螺钉,ASME B18.6.3,1/4-20×1-1/4,淬硬碳钢,镀锌按ASTM F1941 Fe/Zn 3A。
(2)IA型十字槽圆柱头机械螺钉,ASME B18.6.3,6-32×3/4,UNS C46200黄铜按ASTM F468。
(3)六角头凸缘机械螺钉,ASME B18.6.3,0.375-16×1.50,不淬硬碳钢。
(4)I型十字槽沉头机械螺钉,ASME B18.6.3,0.190-24×1.50,不淬硬碳钢,磷酸盐/油 按ASTM E1137 0D级。
-
引言
ASME B18.6.3-2013《机械螺钉、自攻钉和金属驱动螺钉》为美国机械螺钉产品国家标准,该标准规定了各种头型的开槽、十字槽、方槽、梅花槽等机械螺钉的通用要求、尺寸以及特殊位置的测量方式。目前该标准的产品尺寸在易紧通网站上已有较为详细的说明,但在具体的产品要求上并未有详细的描述,以下就标准中对自攻螺钉的通用要求做个简单介绍,以供参考,如若文中有与英文原件不一致的描述,则应以英文原件内容为准。 -
1.自攻螺钉的种类及应用
本标准和附录所涵盖的自攻钉包括普通自攻螺钉(螺纹成形自攻螺钉)、自切自攻螺钉(螺纹切削自攻螺钉)和自挤自攻螺钉(螺纹辗制自攻螺钉)。
1.1 普通自攻螺钉(螺纹成形自攻螺钉)
普通自攻螺钉(螺纹成形自攻螺钉)一般适用于允许或希望有较大内应力的材料,以此提高防松性。
1.1.1 AB型和ABR型
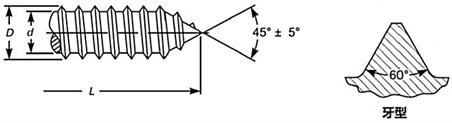
AB型自攻螺钉的螺纹为宽牙螺纹(自攻螺纹),末端为尖尾。主要应用于薄金属板、胶合板和石棉复合物等。AB型自攻螺钉具有广泛的适用性,因此被推荐作为A型自攻螺钉的替代型式。当末端尖角设计为圆角时,则称为ABR型。
1.1.2 B型和BP型

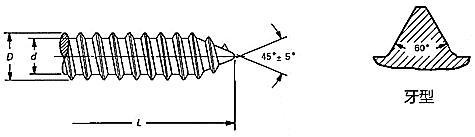
B型自攻螺钉的螺纹为宽牙螺纹(自攻螺纹),末端为平尾且具有一段不完整螺纹的锥形送进螺纹部分。主要应用于薄金属板、有色金属铸件、塑料、胶合板和石棉复合物等。
BP型自攻螺钉的螺纹与B型一样,且其末端为尖尾且尖尾处没有螺纹。主要用于刺穿织物或对准被连接件上的孔。
1.1.3 A型
A型自攻螺钉的螺距比AB型更大,末端为尖尾。主要应用于薄金属板、胶合板和石棉复合物等。
1.1.4 C型
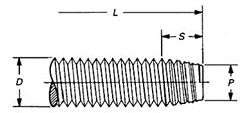
C型自攻螺钉的螺纹为机螺纹(美国统一螺纹),末端是平尾且具有一段不完整螺纹的锥形送进螺纹部分。C型自攻螺钉不需要按一般机螺纹那样用螺纹量规测量,但应符合规定的尺寸。由于C型螺钉的应用在减少,且拧入扭矩较大,因此在新设计中不推荐采用。
1.2 自切自攻型螺钉(螺纹切削自攻螺钉)
一般用于不希望产生破坏性内应力的材料,或用于认为使用一般自攻螺钉扭矩过大的场合。这种类型的主要特征是其末端具有切削凹槽或开口。当拧入预制孔时,可类似丝锥一样,切削出与之配合的内螺纹。
1.2.1 BF型和BT型
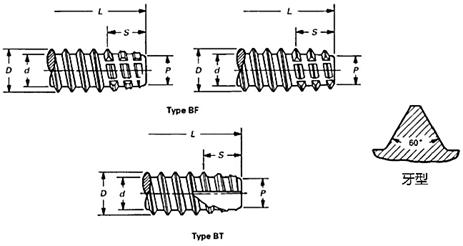
BF型和BT型自切自攻螺钉的螺纹和B型一样是宽牙螺纹(自攻螺纹),末端为平尾且具有一段完整或不完整螺纹的锥形送进部分。BF型的锥形送进螺纹部分的螺纹可以是完整螺纹或不完整螺纹,并有一个或一个以上的切削刃口和出屑槽。BT型锥形送进螺纹部分的螺纹是不完整螺纹。这些螺钉主要用于塑料、石棉制品和其他类似制品。
1.2.2 D型、F型、G型和T型

此类自攻螺钉的螺纹均为机螺纹(美制统一螺纹),末端为平尾且具有一段锥形送进螺纹部分。锥形送进螺纹部分有一个或多个切削刃口和出屑槽。F型的锥形送进螺纹部分可以是完整螺纹或不完整螺纹,其他类型都为不完整螺纹。这些自切螺钉的螺纹不需要按一般机螺纹那样用螺纹量规测量,但应符合规定的尺寸。此类螺钉主要用于铝、锌和铅的压铸件,薄钢板和型钢,铸铁,黄铜,塑料等材料。
1.3 自挤自攻螺钉 - TRS型
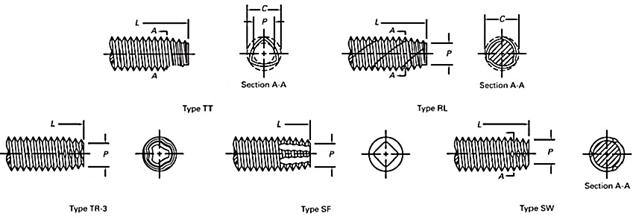
自挤螺钉的螺纹近似于美国统一螺纹,具有机螺纹的“直径-螺距”组合,末端平尾且具有一段锥形送进螺纹部分。螺钉的杆部和/或锥形送进螺纹部分有一些特殊的环状沟槽,使得螺钉在切削出相配合的内螺纹时不产生切屑。
-
2. 螺纹及末端
标准所包括的自攻螺钉,其螺纹和末端的说明详见第1条。B、BP、BF、BT、C、D、F、G和TRS型自攻螺钉的末端应具有锥形螺纹送进部分。该部分螺纹直径比正常螺纹直径的小径稍小一些,长度是从末端到第一扣完整螺纹之间的距离。关于其他细节可查阅相关末端型式的表格。
-
3. 自攻螺钉的螺纹长度
自攻螺钉的螺纹长度应符合以下要求:
3.1 A型、AB型、B型、BF型、BP型和BT型
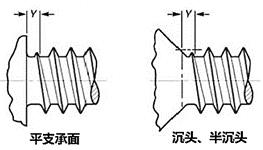
表1. AB、A、B、BF、BP和BT型自攻螺钉螺纹长度
规格
长度 L
小于等于 L
大于 L
全螺纹(满扣)
部分螺纹(半扣)
A型
AB型、B型、BF型、BP型和BT型
A型、AB型、B型、BF型、BP型和BT型
Y max ①
Y max ①
LT min ②
0#
7/16
0.025
0.021
0.360
1#
9/16
0.031
0.024
0.440
2#
5/8
0.031
0.031
0.520
3#
3/4
0.036
0.036
0.590
4#
13/16
0.042
0.042
0.670
5#
15/16
0.050
0.050
0.750
6#
1
0.056
0.050
0.830
7#
11/8
0.062
0.053
0.910
8#
11/4
0.067
0.056
0.980
10#
13/8
0.083
0.062
1.140
12#
15/8
0.091
0.071
1.300
14#
13/4
0.100
1.450
1/4
13/16
0.071
1.500
16#
13/16
0.100
1.500
18#
13/16
0.111
1.500
5/16
13/16
0.083
1.500
20#
17/8
0.111
1.500
24#
17/8
0.111
1.500
3/8
17/8
0.083
1.500
7/16
17/8
0.100
1.500
1/2
17/8
0.100
1.500
① Y —— 头下无螺纹长度(肩距)等于1倍螺距,精确到小数后三位。
② LT —— 螺纹长度。0#~14#的螺纹长度按螺钉公称直径的6倍计算,精确到小数后两位。
这些自攻螺钉的螺纹均为宽牙螺纹(自攻螺纹)。螺钉公称长度小于或等于表中“长度L”时,完整螺纹应尽可能加工到头下(即全螺纹)。在头下Y范围内,应保证螺纹小径在规定的极限尺寸内。螺钉公称长度大于表中“长度L”时,如若客户没有要求,最小完整螺纹长度按表中LT列的规定。
3.2 C、D、G、T和TRS型
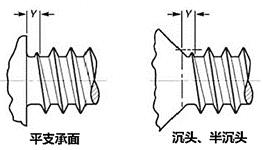
表2. C、D、F、G、T和TRS型自攻螺钉螺纹长度
规格
全螺纹(满扣)
部分螺纹(半扣)
螺钉公称
长度头下无螺纹长度(肩距)
螺钉公称
长度头下无螺纹长度(肩距)
完整螺纹长度(扣长)
Y max. ①
Y max. ②
螺钉公称
长度LT min. ③
≤
粗牙
细牙
>
≤
粗牙
细牙
>
2#
1/4
0.018
0.016
1/4
5/8
0.036
0.032
5/8
0.520
3#
5/16
0.021
0.018
5/16
3/4
0.042
0.036
3/4
0.590
4#
11/32
0.025
0.021
11/32
7/8
0.050
0.042
7/8
0.670
5#
3/8
0.025
0.023
3/8
1
0.050
0.046
1
0.750
6#
13/32
0.031
0.025
13/32
11/16
0.062
0.050
11/16
0.830
8#
1/2
0.031
0.028
1/2
13/16
0.062
0.056
13/16
0.980
10#
9/16
0.042
0.031
9/16
13/8
0.083
0.062
13/8
1.140
12#
5/8
0.042
0.036
5/8
19/16
0.083
0.071
19/16
1.300
1/4
3/4
0.050
0.036
3/4
113/16
0.100
0.071
113/16
1.500
5/16
15/16
0.056
0.042
15/16
17/8
0.111
0.083
17/8
1.500
3/8
11/8
0.062
0.042
11/8
2
0.125
0.083
2
1.500
7/16
15/16
0.071
0.050
15/16
2
0.143
0.100
2
1.500
1/2
11/2
0.077
0.050
11/2
2
0.154
0.100
2
1.500
① Y —— 头下无螺纹长度(肩距)等于1倍螺距,精确到小数后三位。
② Y —— 头下无螺纹长度(肩距)等于2倍螺距,精确到小数后三位。
③ LT—— 螺纹长度。2#~12#的螺纹长度按螺钉公称直径的6倍计算,精确到小数后两位。
这些自攻螺钉的螺纹均为机械螺纹(统一螺纹)。螺钉公称长度在表2满扣(全螺纹)范围内时,应尽可能将螺纹加工到头下(即全螺纹)。无螺纹长度Y应尽可能短。测量时应平行于螺纹轴线,从支承面测量至3A级通端螺纹环规端面的距离(此环规应无内倒角或沉头孔)。测量时应将环规用手拧入螺钉,而且应尽量拧紧,当螺钉长度大于表2中规定的长度时,如若客户没有要求,最小完整螺纹长度按表2中LT列的规定。
3.3 F型

F型自攻螺钉的螺纹为机械螺纹(统一螺纹)。螺钉公称长度在表2满扣(全螺纹)范围内时,应尽可能将螺纹加工到头下(即全螺纹)。在头下Y范围内,应保证螺纹小径在规定的极限尺寸内。当螺钉长度大于表2中规定的长度时,如若客户没有要求,最小完整螺纹长度按表2中LT列的规定。
-
4. 自攻螺钉的杆部直径(光杆直径)
4.1 除精整头型(Trim head)外,AB、A、B、BF、BP和BT型自攻螺钉的光杆直径应既不小于螺纹小径最小值,也不大于螺纹大径最大值。
不是全螺纹的精整头型(Trim head)自攻螺钉,在头部下应具有长度最小为0.062in的轴肩。轴肩直径极限尺寸详见相应产品尺寸表。根据制造商选择,可以将轴肩从头部下方一直延伸到螺纹。
4.2 除精整头型(Trim head)外,C、D、F、G、T和TRS型自攻螺钉的光杆直径应既不小于统一螺纹2A级中径最小值,也不大于螺纹大径最大值。
不是全螺纹的精整头型(Trim head)自攻螺钉,在头部下应具有长度最小为0.062in的轴肩。轴肩直径极限尺寸详见相应产品尺寸表。根据制造商选择,可以将轴肩从头部下方一直延伸到螺纹。 -
5. 自攻螺钉的长度
5.1 螺钉公称长度应平行于螺钉轴线测量。对于支承面为平面的螺钉,应从杆部末端测量到支承面。对于沉头螺钉,应从杆部末端测量到头部顶面。对于半沉头螺钉,其公称长度应平行于螺钉轴线、从杆部末端测量到头部顶面与头部直径相交处。半沉头螺钉的总长度L0计算公式为:
L0 = L + C (L:半沉头螺钉公称长度 C:半沉头螺钉头部圆弧高度)
-
6. 自攻螺钉的长度公差
以下长度允差适用于半沉头头型的总长度L0和其他头型的公称长度L:
6.1 A、AB和BP型:
螺钉公称长度(in)
公差(in)
≤ 1
±0.03
> 1
±0.05
6.2 B、BF、BT、C、D、F、G、T和TRS型:
螺钉公称长度(in)
公差(in)
≤ 3/4
-0.03
3/4 ~ 11/2
-0.05
> 11/2
-0.06
注:自攻螺钉长度增量:
公称长度 ≤ 1/2in,长度增量为1/16in;
1/2in < 公称长度 ≤ 11/2in,长度增量为1/4in;
11/2in < 公称长度 ≤ 3in ,长度增量为1/2in。
-
7. 自攻螺钉的直线度
自攻螺钉直线度检验应按ASME B18.2.9标准的规定。
公称长度 ≤ 12in 时,直线度公差为0.006in/in;
12in < 公称长度 ≤ 24in时,直线度公差为0.008in/in。
-
8. 材料
8.1 碳钢 自攻螺钉通常用低碳钢经表面硬化以满足规范中规定的性能要求。制造商可选择镇静钢或半镇静钢,但不能是沸腾钢。
规格
C(%)
Mn(%)
≤4#
0.11~0.27
0.57~1.71
>5#
0.13~0.27
0.64~1.71
注:材料应符合SAE J933标准的规定。
8.1.1 芯部硬度 自攻螺钉芯部硬度为:28~38HRC。硬度应不超过最大值,为了确保在安装和使用中不发生脆断,芯部硬度最大值最好不要超过36HRC。
8.1.2 表面硬度 自攻螺钉表面硬度应≥45HRC。
8.1.3 表面渗碳层深度 在检验自攻螺钉表面渗碳层深度时应根据SAE J423标准检测,在表面硬度不超过42HRC的前提下,其深度应符合下表:
公称尺寸
渗碳层深度(in)
最小值
最大值
2#~6#
0.002
0.007
8#~10#
0.004
0.009
≥1/4
0.005
0.011
8.2 其他材料 若有指定,自攻螺钉也可以用其他材料制造。材料和性能应由供需双方同意。
-
9. 表面处理
若无其他要求,自攻螺钉应以不涂不镀的自然加工状况供货。当要求电镀时,应按照ASTM F1941标准的规定执行。当要求其他的表面处理时,供需双方应就各种要求(如凹陷填充、螺纹合格率等)
TRS型自攻螺钉在电镀后其表面必须有额外的润滑处理,比如涂蜡。 -
10. 加工质量
自攻螺钉不应有诸如飞边、裂纹、条痕、氧化皮等影响其性能的表面缺陷。 -
11. 性能试验
碳钢自攻螺钉的可接受性应在经过下列规定的测试后确定。
11.1 拧入性能试验
除BF型和BT型自攻螺钉外,所有自攻螺钉应能拧入表3规定的标准试验板。
自攻螺钉拧入试验板后应能形成或切削出与之配合的螺纹,直到锥形螺纹末端完全通过试验板为止。螺钉的末端及螺纹不应有任何变形。
表3中规定的预制孔直径原是按试验普通(不涂不镀)螺钉确定的,随后的经验表明,这些孔径尺寸也适用于大多数工业表面处理的螺钉。然而,有些保护层尤其是厚涂(镀)层,会改变螺钉的性能特性。如果有这类保护层的螺钉未能通过试验,应去掉保护层,并烘烤和涂上润滑油,在普通表面状态下重新试验。如果螺钉按上述方法处理后通过了试验,则可确认合格,而因保护层引起的问题,需由供需双方协商解决。若螺钉是在交付给买方后进行电镀,或螺钉的电镀由买方控制下进行的,则螺钉制造商不对电镀造成的故障负责。
表3 自攻螺钉拧入性能试验用标准试验板厚度和孔径
螺钉
规格厚度
孔的尺寸
AB、A、B、BP和C型
D、F、G和T型
TRS型
A型
AB、B和BP型
C型
D、F、G和T型
TRS型
粗牙
细牙
粗牙
细牙
粗牙
细牙
规格
最大值
最小值
最大值
最小值
最大值
最小值
钻头
规格孔径
钻头
规格孔径
钻头
规格孔径
钻头
规格孔径
钻头
规格孔径
钻头
规格孔径
钻头
规格孔径
钻头
规格孔径
2#
18
0.0500
0.0460
0.0800
0.0760
0.1270
0.1230
48#
0.0760
48#
0.0760
48#
0.0760
48#
0.0760
49#
0.0730
1.90mm
0.075
3#
18
0.0500
0.0460
0.0960
0.0920
0.1270
0.1230
46#
0.0810
46#
0.0810
44#
0.0860
43#
0.0890
46#
0.0810
2.20mm
0.087
4#
18
0.0500
0.0460
0.1110
0.1070
0.1270
0.1230
44#
0.0860
44#
0.0860
41#
0.0960
40#
0.0980
41#
0.0960
40#
0.098
5#
18
0.0500
0.0460
0.1110
0.1070
0.1270
0.1230
36#
0.1065
36#
0.1065
35#
0.1100
35#
0.1100
37#
0.1010
35#
0.11
6#
14
0.0770
0.0730
0.1425
0.1385
0.1270
0.1230
32#
0.1165
32#
0.1165
31#
0.1200
1/8
0.1250
31#
0.1200
31#
0.12
7#
14
0.0770
0.0730
30#
0.1285
30#
0.1285
8#
14
0.0770
0.0730
0.1420
0.1380
0.1905
0.1845
29#
0.1360
29#
0.1360
27#
0.1440
26#
0.1470
26#
0.1470
26#
0.147
10#
1/8
0.1270
0.1230
0.1905
0.1845
0.1905
0.1845
21#
0.1590
21#
0.1590
19#
0.1660
11/64
0.1719
17#
0.1730
16#
0.1770
19#
0.166
11/64
0.172
12#
1/8
0.1270
0.1230
0.1905
0.1845
0.1905
0.1845
3/16
0.1875
3/16
0.1875
11#
0.1910
10#
0.1935
8#
0.1990
11#
0.191
14#
1/8
0.1270
0.1230
5.5mm
0.2165
1/4
3/16
0.1905
0.1845
0.2530
0.2470
0.2540
0.2460
5.5mm
0.2165
7/32
0.2188
1
0.2280
1
0.2280
A
0.2340
O
0.219
16#
3/16
0.1905
0.1845
B
0.2380
18#
3/16
0.1905
0.1845
G
0.2610
5/16
3/16
0.1905
0.1845
0.3155
0.3095
0.3175
0.3075
I
0.2720
J
0.2770
L
0.2900
L
0.2900
M
0.2950
J
0.277
20#
3/16
0.1905
0.1845
L
0.2900
24#
3/16
0.1905
0.1845
11/32
0.3438
3/8
3/16
0.1905
0.1845
0.3780
0.3720
0.3800
0.3700
21/64
0.3281
R
0.3390
11/32
0.3438
T
0.3580
T
0.3580
R
0.339
7/16
3/16
0.1905
0.1845
0.4425
0.4325
13/32
0.4062
10.0mm
0.394
1/2
3/16
0.1905
0.1845
0.5050
0.4950
15/32
0.4688
0.456
11.2 TRS型拧入扭矩试验
表4 TRS型自攻螺钉最大拧入扭矩
螺钉规格
螺钉直径
TRS型最大拧入扭矩
in-lb
ft-lb
2-56
0.8600
6
3-48
0.0990
9.5
4-40
0.1120
13
5-40
0.1250
16
6-32
0.1380
20
8-32
0.1640
32
10-24
0.1900
52
10-32
0.1900
60
12-24
0.2120
77
1/4-20
0.2500
120
10
5/16-18
0.3125
240
20
3/8-16
0.3750
300
25
7/16-14
0.4375
480
40
1/2-13
0.5000
660
55
注:这些是拧入最大值,不管零件上有没有镀层。
使用TRS型自攻螺钉进行拧入试验时,应记录拧入锥形螺纹部分完全穿过试验板的最大扭矩,无论螺钉的表面处理或涂层如何,均不得超过表4所示的数值。拧入螺钉的速度不得超过每分钟500转(rpm)。如有争议,应使用每分钟30转的速度进行判定。
11.3 扭转强度试验
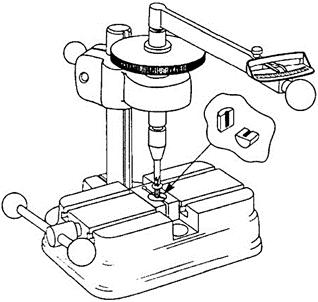
表5 自攻螺钉最小破坏扭矩
螺钉规格
最小破坏扭矩,lb-in
A型
AB、B、BF、BP和BT型
C、D、F、G和T型
TRS型
粗牙
细牙
粗牙
细牙
2#
4
4
5
6
6
3#
9
9
9
10
10
4#
12
13
13
15
14
5#
18
18
18
20
22
6#
24
24
23
27
24
7#
30
30
8#
39
39
42
47
48
10#
48
56
56
74
65
74
12#
83
88
93
108
93
14#
125
1/4
142
140
179
156
16#
152
18#
196
5/16
290
306
370
330
20#
250
24#
492
3/8
590
560
710
600
7/16
620
700
820
840
1/2
1020
1075
1285
1080
螺钉必须使用适当的方式牢固夹紧,使螺纹的夹紧部分不受损伤,至少在夹具上方至少留有两扣完整螺纹,在夹具内也至少固定两扣完整螺纹(不包括末端、容屑槽或狭槽)。(可使用盲孔代替螺纹夹紧装置,但孔的深度必须确保破坏发生在末端、容屑槽或狭槽以外的地方。)用校准合格的扭矩测量装置对螺钉施加扭矩,直至螺钉破坏。将螺钉拧成两段所需的扭矩不得小于表5中对各种型号、尺寸的螺钉所规定的最小值。对自攻螺钉进行扭转强度测试的典型夹具如图所示。
11.4 延展性试验
螺钉试件插入淬硬的10°楔垫(或其他合适的夹具)的孔中。孔径应比螺钉公称直径大0.020in ~ 0.040in。对螺钉头顶部施加轴向压力,直到螺钉头下支承面相对于与垂直于螺钉轴线的平面永久弯曲(这可以通过使用锤子进行单次或多次敲击,以实现永久弯曲),螺钉头、杆结合处不能出现裂缝。
注:ASME B18.6.4中上文划线部分要求是“直到螺钉头下支承面产生永久变形并与垂直于螺钉轴线的平面之间夹角达到10°”,但在本标准并未提及弯曲多少度。
11.5 抗氢脆性试验
电镀螺钉应按表3中的规定安装在钢制试验板上,螺钉头下可用一个或多个标准钢垫圈,以防止沉头螺钉的头部和螺纹终点与试板表面接触。对于具有光杆的长螺钉,应在螺钉头部和试板之间使用长度适当的钢垫块,以确保在试板厚度范围内保持完整的螺纹啮合。
将5颗螺钉拧至失效(即螺钉断裂为两部分或更多部分)并求出失效值的平均值。将样品螺钉拧紧至平均失效扭矩的80%。螺钉应在此拧紧状态下保持24小时。然后重新施加原来的脆化试验扭矩,不得出现螺钉失效的迹象。
-
12. 标记
自攻螺钉应依次标记以下内容:
(1) 产品名称,包括头型,板拧方式以及标准号
(2) 公称尺寸(号码,分数或等值小数)
(3) 牙数(每英寸牙数)
(4) 公称长度(分数或等值小数)
(5) 末端型式
(6) 材料
(7) 表面处理(如有需要)
示例如下:
1) 开槽盘头自攻螺钉,ASME B18.6.3,1/4-14×1-1/4,AB型,钢,镀锌按ASTM F1941 Fe/Zn 3A。
2) I型十字槽盘头自攻螺钉,ASME B18.6.3,6-32×3/4,F型,UNS 30200耐蚀钢,钝化按ASTM A380。 -
13. 装配需要考虑的事项
在各种应用中,自攻螺钉的表面处理(电镀或涂层),材料和连接件的硬度都是影响装配扭矩的因素。尽管非强制型附录D(Nonmandatory Appendix D)中推荐的孔径最初是基于使用未经处理的碳钢螺钉,但后来的经验证明,这些孔径也适用于大多数经商业表面处理的螺钉。但应注意的是,由于各种表面处理提供的润滑程度不同,可能需要对安装扭矩进行一些调整以适应不同的应用。此外,如果涉及到异常厚的表面处理或螺钉要组装到硬度更高的材料中,可能需要对规定的孔径尺寸进行一些调整,以达到最佳的装配效果。这种尺寸调整的必要性和程度最好在特定的装配环境中通过实验来确定。