紧固件 验收检查 (ISO 3269:2000 IDT) GB /T 90.1 - 2002
-
基本规则与技术要求、紧固件特性的验收检查程序
4 基本规则与技术要求
4.1 需方认为必要或经济合理时,可对已交付的紧固件进行功能和使用性的检查。当生产者风险不大于5%时,不必预先达成协议。
4.2 在验收检查的过程中,应强调,着重考虑产品是否符合其预期的功能。仅当缺陷损害了紧固件预期功能或使用要求时,才可提出拒收。因此,标准规定的所有检验并非都要进行。
对查出的缺陷,需方应给供方核实的机会。
检查时,对以后的使用功能尚不能确定者(如库存零件),则对任何不符合规定公差的情况均应作为损害功能或使用要求而记录在案。
4.3 已拒收的紧固件批,除非对缺陷经过修整或分类(见5.6),否则不能提交复检。
4.4 检查中使用量规和测量仪器时,如果紧固件的尺寸和性能均在规定的极限范围内,则不应决定拒收任何紧固件。如有争议,应使用直接测量,以便判定。但不适用于螺纹检查。用量规检验螺纹是决定性的(见GB/T 3934)。
4.5 即使符合本标准验收条件的产品批,也应尽可能剔除个别不符合技术要求的紧固件。
5 紧固件特性的验收检查程序1)
1)附录A给出了推荐的验收检查程序
5.1 每一特性均应单独评定。
5.2 按表1~表4 确定被检紧固件的尺寸特性项目,记录所有适合于检查的特性项目与其相应的AQL值。记录表6~表9中给出的所有应予检查的、尺寸特性项目以外的特性与相应的AQL值。
5.3 根据4.1选择适当的LQ10值(示例见表5)。
注1:LQ10应当与紧固件的功能或使用或二者相适应。对多数重要紧固件的功能或使用, LQ10值可以是较小的,但这将要求较大的样本数量和较高的检查成本。如果该批产品已知是采用连续生产控制的,则可能减少被检紧固件的比例。如果被检批显示了好的质量,在这种恬况下选取较大的LQ10值。相反,如果该批产品不能推测其质量是均匀一致的,或者是由多个制造者提供的,则可能需要提高被检紧固件的比例。LQ10值的选择应由需方独自判定。
注2:表5 的抽样方案由选定的AQL和使用者风险(LQ10)确定。这两个参数一旦确定,样本大小和合格判定数也随即确定. GB/T 2828表2给出的批量与样本大小的关系是不适用的,它仅适用于连续批的检查。因此,如能选定适当的LQ10,则表5也能很好的用于孤立批。
5.4 已知AQL和选用的LQ10,则可查出样本大小和合格判定数,如表5所示。
5.5 按3.6的要求,对每一特性抽取样本、进行检查,并记录不合格紧固件的件数。如果缺陷数小于或等于合格判定数,则接收该批产品。在非破坏性检查中,如果批量小于要求的样本数,则应进行100%的全检。
5.6 万一拒收,对该批产品的适当修整应由供需双方协商一致(见4.3)。
5.7 无论何处,应尽可能地采用进行过非破坏性硬度试验的样本进行拉力试验。最低硬度的样本用于抗拉强度,而最高硬度的则用于伸长率试验。拉力试验是破坏性试验,比非破坏性硬度试验要求的样本少.
注:以上不适用于破坏性硬度试验.例如,表面硬度、为确定渗碳或脱碳的.以及其他需要在试件截面上进行试验的硬度试验。
保证载荷试验应视为破坏性试验。
示例 1:一个质量稳定的供方提供的一批A级六角头螺栓,对其螺纹进行检查。在此情况下,LQ10=6.5(对应AQL1.0)是合适的:AQL 1—样本大小 n 80—合格判定数Ac 2示例 2:对不了解实际质量情况的供方提供的一批内六角圆柱头螺钉产品,对其扳拧性能进行检查。在此情况下,可选择LQ10少至3.0:AQL 1—样本大小 n 400—合格判定数Ac 7示例 3:机械性能的检查:螺母保证应力:AQL 1.5—样本大小 n 3—合格判定数Ac 05.8 表面缺陷的非破坏性检查(目测检查),经常是不能给出缺陷的种类和尺寸,而确切的情况只能用破坏性检查予以验证。对表面缺陷的非破坏性检查需要较大的样本大小,以便在其后识别这些缺陷时进行破坏性检查。
5.9 AQL值的验收检查仅是对系统缺陷的情况进行的统计评定。
对未规定极限的非系统缺陷,例如,“未热处理”、“未打标志”、“没有螺纹”等缺陷,只能留给使用者自行判断。表1 螺纹紧固件的尺寸特性
尺寸特性
产 品 等 级
1
2
3
4
5
6
A和B级1)螺栓、
螺钉和螺柱C级1)螺栓、
螺钉和螺柱A和B级1)
螺母C级1)螺母
自攻螺钉2)和
木螺钉所有未包括在第5列的自挤螺钉、自钻自攻螺钉和薄板螺钉
AQL
对边宽度
1
1.5
1
1.5
1.5
1
对角宽度
1
1.5
1
1.5
1.5
1
螺母高度
—
—
1
1.5
—
—
开槽宽度
1
—
—
—
1.5
1
开槽深度
1
—
—
—
1.5
1
凹槽插入深度
1
—
—
—
1.5
1
内扳拧,通规
1
—
—
—
—
—
内扳拧,止规
1
—
—
—
—
—
头下形状
1
—
—
—
—
1
螺纹通规
1
1.5
1
1.5
—
13)
螺纹止规
1
1.5
1
1.5
—
13)
大径
—
—
—
—
2.5
1
几何公差4)
1
1.5
1
1.5
2.5
1
其他
1.5
2.5
1.5
2.5
2.5
1.5
不合格紧固件
2.5
4
2.5
4
4
2.5
1)产品等级按产品的公差分类(见GB/T 3103.1)
2)螺纹符合GB/T 5280 的自攻螺钉。
3)对某些产品(如自挤螺钉)的特性评定与螺纹配合精度有关。
4)每一几何公差应单独评定。
表2 平垫圈的尺寸特性
尺寸特性
产品等级为A级1)
产品等级为C级1)
AQL
孔径
1
1.5
外径
1.5
2.5
其他
2.5
4
1) 产品等级按产品的公差与配合公差(见GB/T 3103.3)。
表3 销的尺寸特性
尺寸特性
产 品 等 级
圆柱销
圆锥销
销轴
弹性销
开口销
AQL
销径
1
1
1
1
1.5
表面粗糙度
1
1
1
—
—
锥度
—
1
—
—
—
其他
2.5
2.5
2.5
2.5
2.5
表4 盲铆钉的尺寸特性
尺寸特性
AQL
钉体直径
1.5
钉体直径
1.5
钉体头部直径
1.5
钉芯伸出长度
1.5
其他
2.5
表5 抽样方案示例1)
Ac
AQL
0.65
1.0
1.5
2.5
4.0
n2)
LQ100
8
5
3
—
—
25
37
54
1
50
32
20
13
8
7.6
12
18
27
42
2
125
80
50
32
20
4.3
6.5
10
17
25
3
200
125
100
50
32
3.3
5.4
6.6
13
20
4
315
200
125
80
50
2.6
3.9
6.2
9.6
15
5
400
250
160
100
—
2.4
3.7
5.8
9.3
6
—
315
200
125
80
3.4
5.2
8.4
13
7
—
400
250
160
100
3.0
4.7
7.3
11.5
8
—
—
315
200
125
4.2
6.6
10
10
—
—
400
250
160
3.9
6.0
9.5
12
—
—
—
315
200
5.6
8.8
14
—
—
—
400
250
5.0
8.0
18
—
—
—
—
315
7.8
22
—
—
—
—
400
7.3
注:对所有抽样方案的生产者风险均小于或等于5%。
1 )抽样方案摘自GB/T 2828 (采用直接法,或某些情况采用插入法)。
2 )在非破坏性试验的情况下,如果批量小于要求的样本大小,则应进行100% 的检查。
表6 螺纹紧固件尺寸特性以外的特性
特性
AQL
引用标准
机械特性和表面缺陷
非破坏性检查1)
0.65
GB/T 3098.1~3098.7
GB/T 3098.9~3098.11、
GB/T 3098.15、3098.16
GB/T 5779.1~5779.3等
破坏性检查
1.5
化学成分
1.5
金相特性
1.5
功能(操作)特性
1.5
镀层
1.5
GB/T 5267.1~5267.2等
其他2)
1.5
1)在检查表面缺陷的过程中(非破坏性检查),如果发现不允许的表面缺陷(如淬火裂缝),无论它们的尺寸大小如何,则应拒收该检验批。
2)根据使用技术条件,可能要求其他特性。
表7 平垫圈的机械特性
机械特性1)
碳钢或合金钢
不锈钢
有色金属
AQL
硬度
0.65
0.65
—
1) 在产品标准中规定。根据使用技术条件可能要求其他特性。
表8 销的机械特性
机械特性1)
产品等级
圆柱销、圆锥销和销轴
弹性销、槽销
AQL
剪切强度
—
1.5
硬度
0.65
0.65
1)在产品标准中规定。根据使用技术条件可能要求其他特性。
表9 盲铆钉的机械特性
机械特性1)
AQL
抗拉强度
1.5
剪切强度
1.5
钉芯断裂载荷
1.5
钉芯拆卸力
4.0
钉头保持性能
4.0
1) 在产品标准中规定。
-
附录
附录A
(提示的附录)
推荐的验收检查程序
(以尺寸特性为例)
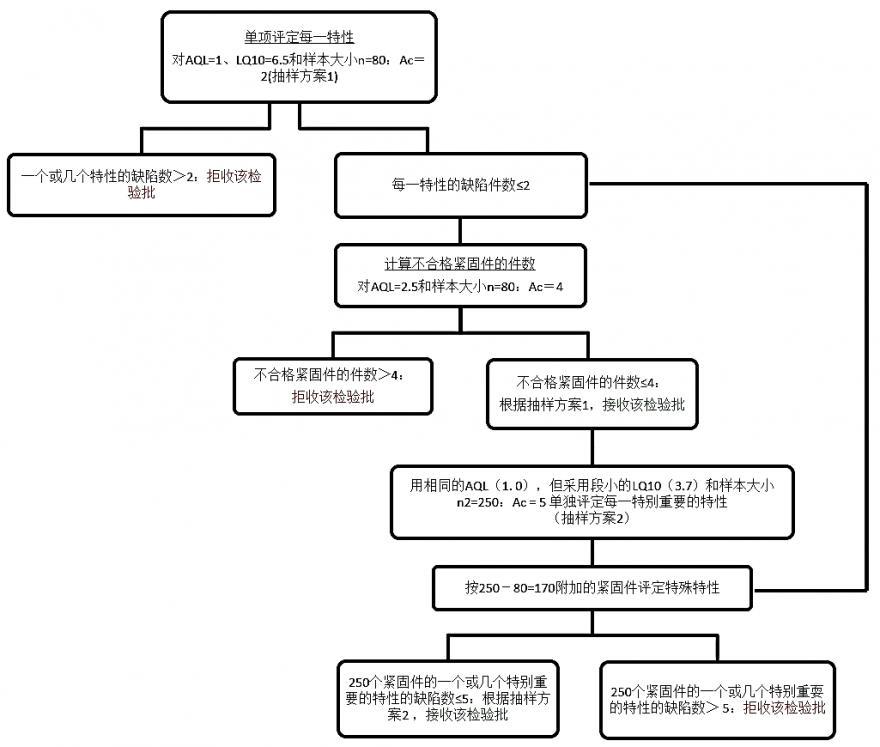
A1 方案1
为检验所有尺寸特性,按表5选取一个样本大小(n)。分别评定每一特性(见表l~表4)。
当检验批通过各单项特性检验后,不合格紧固件按以下方法评定:
——计算在所有特性检验中发现的不合格紧固件的数量(一个紧固件有一个或几个缺陷时,均按一个不合格紧固件汁,见3.10);
一一比较不合格紧固件的件数与Ac值[相应于样本大小(n)和表1对不合格紧固件给出的AQL值],以确定接收或拒收该检验批。
程序1

A2 方案2
为检验所有尺寸特性,按表5选取一个样本大小(n1)。首先,采用样本大小n1实施方案l规定的程序。当检验批通过检验后,使用者可以决定,采用按表5提高的样本大小和合格判定数对特别重要的特性进行判定。
然后:
——按表5选择一个较大的样本大小(n2);
——对特别重要的特性.用附加的样本(n2-n1)进行检验;
——根据表5,按样本大小(n2)和AQL值确定的Ac值,对该验收批判定接收或拒收。
程序2
附录B
(提示的附录)
本标准基本规则的导示与解释
B1 总则
在大量生产中,避免产生不合格紧固件是不大现实的.尤其在大批量产品中,可能偶尔出现一些不合格紧固件。通常,技术要求也不需要拣出不合格的紧固件.因在任何情况下,这都是一个困难且不经济的程序。
每个不合格紧固件都可能对预期使用有不利影响而引起申诉。
某些需方要求逐个检验每个紧固件,并分选出不合格紧固件。必要时还将提出申诉。本标准规定的程序和AQL值不适用于这种情况。
通常,仅由需方对大批紧固件进行随机抽样。由于采用随机检验,对检验批中实际存在的不合格紧固件数量,允许以不同程度的概率推导出有差异的结论。该概率取决于样本大小(检查程度)。
B2 目的
本标准给出的技术条件,在未知整批产品中不合格紧固件所占准确比率的情况下,为确定产品质量提供了客观的判断依据。对那些不合格紧固件的比率小的(小于AQL值)检验批,如果采用不适当的抽样方案(如样品大小n太小),而被不恰当地定为超出了要求,则需要尽可能的对供方提供保护。
B3 第1章的背景情况
本标准规定的合格质量水平(AQL值)和抽样方案,对于缺陷比率等于AQL值的批的拒收比例,即生产者风险不超过5%。
本技术条件一方面保护供方,另一方面也给予需方由于技术原因选择需要的抽样方案的自由度。
因此,需方可根据从同一供方(质量史)以往接收批中获得的经验和对产品功能的技术要求,确定检验范围。样本大小越大(即抽样方案的LQ值接近AQL),则对不合格紧固件的比率明显地超出AQL值的产品批辨别的概率越高;因此,其工作量和涉及的费用也越大。需方可运用本验收规则,对特定的环境条件选择最佳技术和经济参数。
B4 第4章的背景情况
以下介绍抽样方案(样本大小、合格判定数)与AQL和LQ值的关系。
每一抽样方案均可用它的工作特性曲线(OC曲线,见图B1)描述。这个曲线显示了随着检验批中不合格紧固件的实际比率的变化,在一个抽样检验中出现的接收概率。对适用的抽样规定了工作特性曲线的两个点,即接收概率为95%和10%的点。OC曲线的95%点要求大于或等于规定的AQL 值。OC曲线(LQ10值)的10%点,则是由需方任选的。当检验批中不合格紧固件的比率相当于LQ10值时,则会引起相当高的(90%的概率)申诉概率。
本标准的表5适用于没有自定抽样规则的使用者。
抽样检验仅用于确定整批产品的验收或拒收。有个别不合格紧固件也可能不受影响;即使被接收,没有任何缺陷也是可能的。
在讨论AQL值的过程中,通常认为:对整个交付的产品有缺陷的零件约占5%时,对紧固件的供方是不经济的。因此本标准规定的AQL值和生产者风险,仅仅视为确定抽样方案是否合适的特性值。紧固件制造的质量通常是优于AQL值的。

示例:AQL=l、抽样方案32/1、80/2和400/7
图B1 抽样方案的工作特性曲线
B5 对第4章附加的信息
制造者根据自己的判断使用对其似乎是合适的方式和方法,可按自己已知的制造工艺、材料、紧固件的型式和缺陷出现的频率等检验产品。如果使用不同的方式和方法能够产生相同结果,本标准对制造者在制造或最终检验中,给出的程序和检验,并非强制使用的。
需方也可能使用似乎对他们合适的任何检验方法。然而,要求更严格的检验(对应较低接收概率的较低AQL值),与本标准的要求是不一致的,如在签订合同时已特别 协商同意者,则可以此判定有关检验批。
某些对规定公差或极限的偏离既不影响功能,也不影响使用时,按4.2,对此类问题不应提出申诉。例如,为某些电镀层预留间隙的普通螺纹,对螺纹的功能并无影响。如果稍许超出螺栓螺纹直径的上限,并且已知该螺纹将不进行镀层,那么这种偏差对螺栓的功能或使用无影响,故不应提出申诉。
如果实际数值处于规定极限内,无论量规和测量仪器的原始状态和使用情况如何,不同的测量方法和检验程序对任何零件不能定为有缺陷。但不适用于螺纹,因为对螺纹的量规检查是决定性的。本标准涉及的检验和测量程序的规定,应是如何在各种方法和检测装置的操作中体现本规则。在仲裁的情况下,检验方法和测量装置的不确定性的影响应包括在检验和测量结果的评定中。
B6 第5章的背景情况
在国家标准紧固件机械性能(如GB/T 3098.1、GB/T 3098.2或GB/T 3098.4)或尺寸(产品)标准中未规定极限的性能,在特殊情况下可能是重要的性能要求。为避免争议,允许的极限值或极限样件(或二者),应在订货时即予交流。
对评定性能的大多数零件已规定了极限值。根据零件的功能和偏离极限的程度查出缺陷,在特定的情况下,供方和需方可能达成有关接收、拒收或再加工或重新处理,并尽可能包括复检的协议。
记录由同一供货方提供的不同批产品的检查结果,并可在一个特定周期中用统计方法绘制表示该供方的质量水平图。因此,为评定每一供方质量水平的典型文件,推荐非破坏性和破坏性检查应是连续和定期记录的结果(为获得统计的基础)。